Vacuum Casting vs Reaction Injection Moulding
Vacuum Casting Explained
Vacuum casting, also known as urethane casting or polyurethane casting, is the process of creating parts by pouring liquid into a mould and allowing it to become solid. The mould is usually created from a 3D printed master pattern. This manufacturing process is often used to create prototypes or low volume production runs of plastic/rubber parts.
How Vacuum Casting Works?
Polyurethane casting involves a CAD file being created and 3D printed, a mould produced from it, and repeat processes of liquid being pour and solidified in the mould.
1. CAD File for 3D Printing
The first step in the vacuum casting process involves a CAD file being designed to be 3D printed. Design guidelines and specifications should be followed during this stage otherwise the parts won’t come out as desired with a high chance of error.
Guidelines for our vacuum casting services are available on our service page or briefly are listed below:
|
Capacity |
|
300 x 400 x 350mm |
820 x 600 x 600mm |
820 x 1800 x 600mm |
|
Quantity |
|
Up to 20 parts per tool |
||
|
Tolerances |
|
+ / - 0.3% geometry dependent |
||
|
Wall Thickness |
|
Min. 0.5 mm - 1 mm |
||
|
Letters & Logo |
|
Width = 2x height min. |
||
|
Gap between raised & recessed letters |
|
Min. 1.27 mm |
||
2. 3D Printing the Master
Using the CAD file, the master is then 3D printed often using SLA or SLS technologies. The master will become the original pattern that the mould is formed around to then produce repeat parts. A smooth and accurate print is required to get the best master possible to replicate.
Stereolithography master prints generally come out very smooth, however they may require some sanding to remove and clear supports. On the other hand, selective laser sintering prints come out with a rougher surface so usually require shot blasting beforehand. SLS can achieve details such as thinner walls, hinges, snap fits and engraved details. For a greater understanding of the differences between 3D printing technologies such as SLA and SLS, check out our back to basics 3D printing guide here.
3. Creating the Mould
During this stage of the vacuum casting process, a box is created with the master pattern secured inside of it. Silicone is then poured into the box and left to cure for several hours inside a vacuum chamber. Once the mould is solidified, it is cut open with the master model taken out.
4. Low Volume Vacuum Cast Production Runs
The mould is now hollow with the master pattern inside. To create parts, polyurethane resin is poured inside evenly to prevent air bubbles from forming. This is then sealed and put back in the casting oven to cure. This process can be repeated up to 20 times, but any more and this could cause the tool to lose its shape and parts to become inaccurate. Different polyurethane resins can be used and will come with different properties, such as shore hardness.
Applications
Vacuum casting is a good application for low volume production runs of prototypes or detailed end-use parts/products. It is an ideal application for:
- Marine/Subsea devices
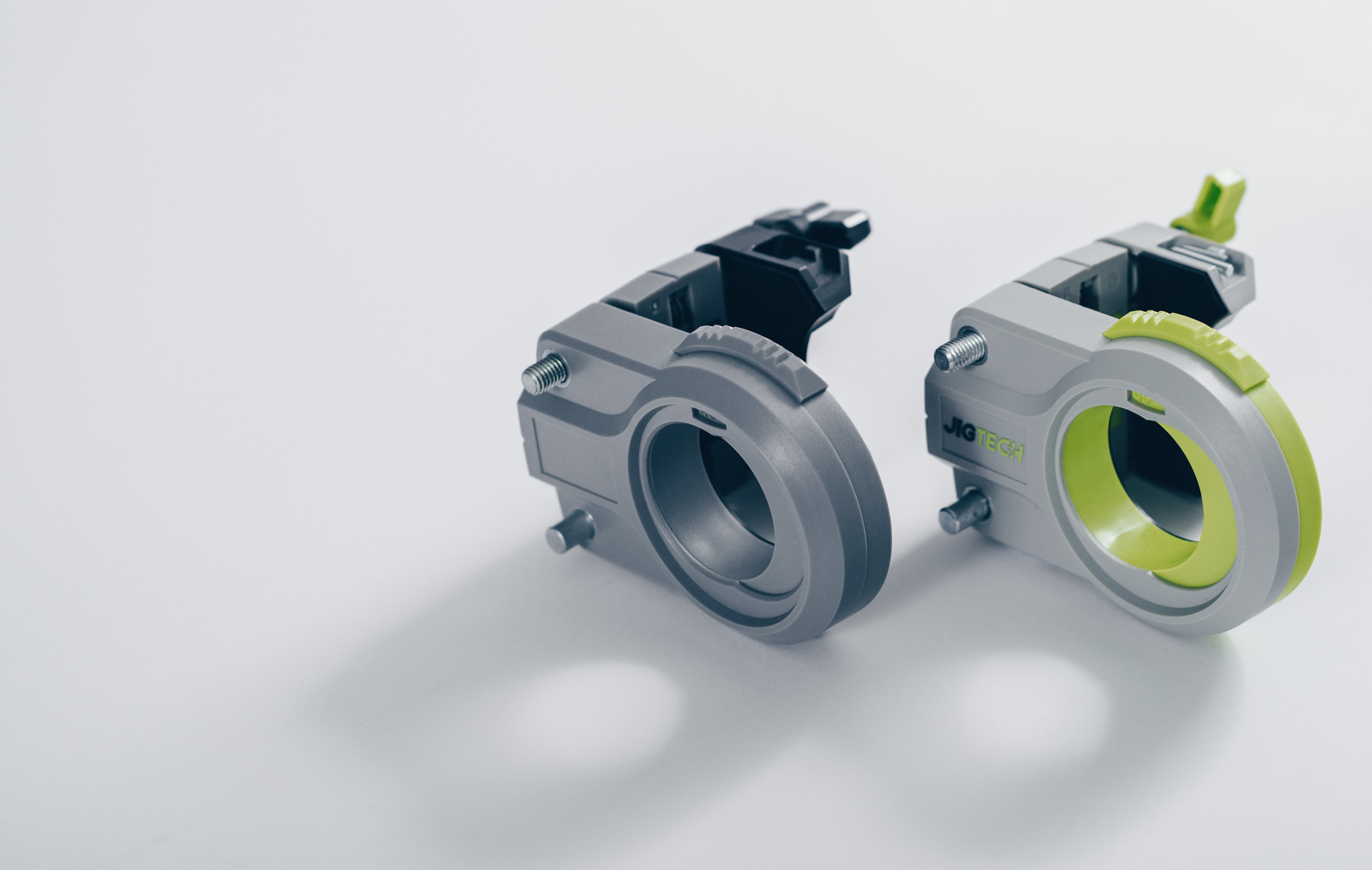
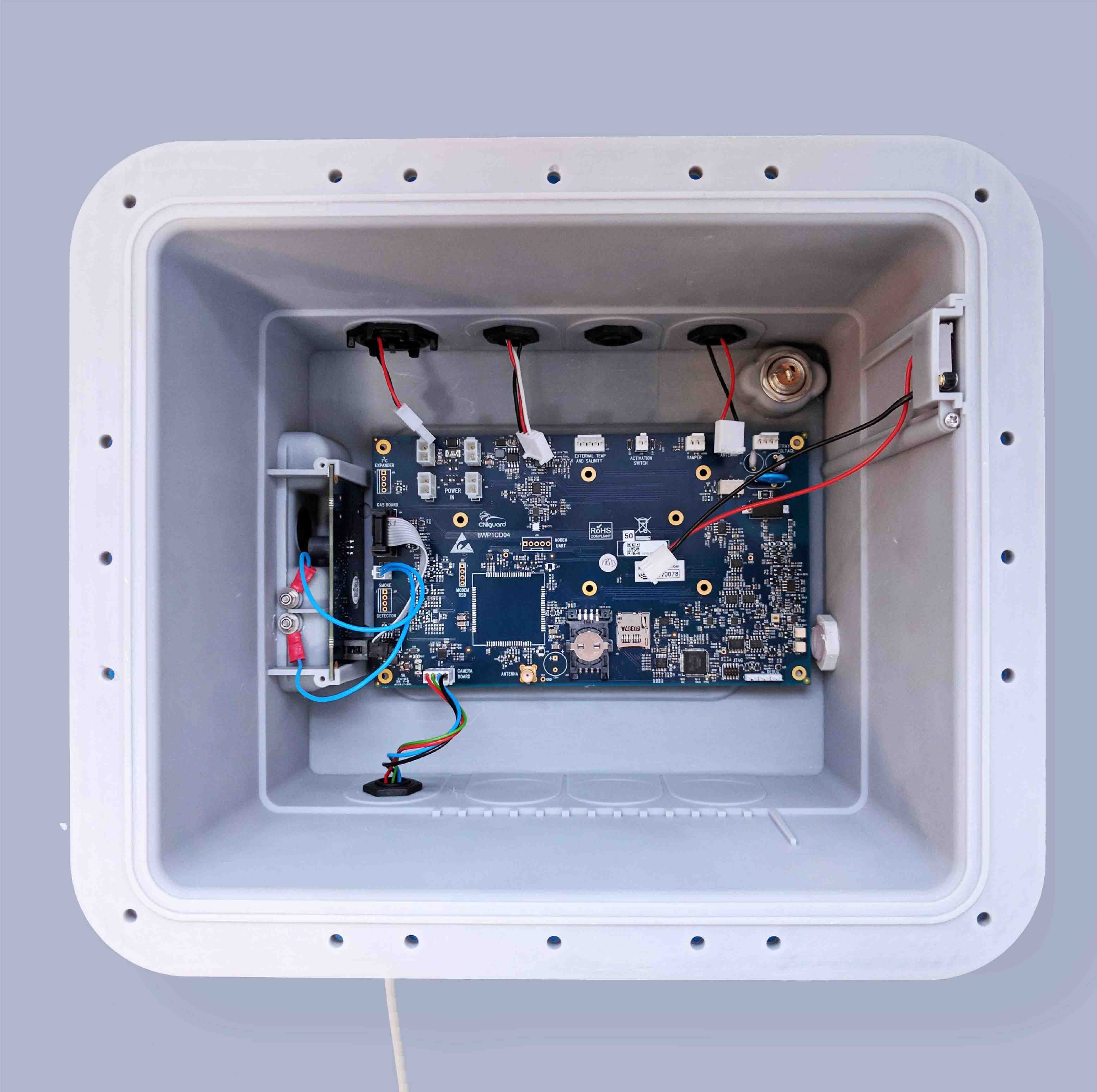
- Electronic casing components
- Medical devices
- Consumer goods
- Automotive parts
- Sport equipment
- Aerospace/defense parts

Case Study Example: Vacuum Casting Motorcycle Components
We recently used vacuum casting to produce a low-volume run of motorcycle light mount components for MotoMate, delivering high-quality matt-black parts with injection-mould-level finish and a fast turnaround without the need for expensive tooling.
View the full project here: MotoMate Motorcycle Parts case study (AME-3D)

Overmoulding and Finishing
Overmoulding is when a secondary layer of material is applied to an existing one in vacuum casting. This usually gives the part multiple textures, for example, a handle will often have some grip-like material overmoulded onto it. Overmoulding requires two masters and moulds to be created, one with the overmould designed into the CAD and one without. Once both moulds are cured, the smaller part is placed in the larger mould leaving a small gap for where the secondary material will go. This is then placed in the vacuum to cure.

Other finishing options for parts include:
- Surface can be specified as textured, matt, satin or gloss.
- Clear or frosted.
- Matt Satin or gloss metallic finish.
- Specialised finishes available upon request.
Vacuum Casting vs Injection Moulding
Injection moulding is where molten materials are injected into a mould at high pressure. The pressurised filling of the mould cavities and rapid cooling of parts makes this a quick process for larger-scale manufacturing operations. These moulds are typically made of steel or aluminium, so costs associated with injection moulding can be quite expensive in comparison to vacuum casting.
Vacuum casting is perfect for low to medium production volumes, up to a few hundred parts. Well-suited for prototyping and small-batch production of detailed and complex parts. On the other hand, injection moulding is better for higher volumes of parts.
Vacuum Casting vs 3D Printing
Both vacuum casting and 3D printing can be used for prototyping and production of low to medium volume parts. 3D Printing tends to be the quicker and cheaper process for prototyping as it doesn’t involve the labour-heavy work required.
3D Printing low to medium quantities of parts can often be cost-effective if they are small enough to fit on a build platform, but vacuum casting is used for production runs of larger parts.
Summary
Vacuum casting is a valuable process for those looking to produce high-quality prototypes and low to medium volume production runs. Get a fast quote from our vacuum casting specialists by filling out our form here. By understanding the steps involved and the considerations to keep in mind, you can leverage vacuum casting to bring your designs to life efficiently and cost-effectively. Overall, an accurate production technique that can replicate detailed patterns, complex dimensions, and different textures. If you’re interested in learning more, explore our UK vacuum casting services page.